13298195058
微信同號,歡迎咨詢





返回列表來源:鄭州華隆機械 發布日期:2019-03-06 | 加入收藏
硅磚主要用于煉焦爐的炭化室和燃燒室的隔墻,均熱爐、熱風爐、酸性平爐和玻璃窯爐的爐頂或拱頂等部位。硅磚制品的裂紋可分為表面裂紋和內部裂紋,后者也稱為層裂。表面裂紋又分為橫向裂紋、縱向裂紋和網狀裂紋。參見圖1。
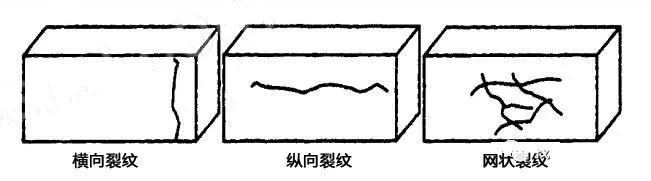
圖1 硅磚表面裂紋類型
通常,就一塊標準型硅磚而言,其坯體加壓方向一般為厚度方向。硅磚成型過程,實質上是一個使坯料內顆粒密集和空氣排出、形成致密坯體的過程。磚坯經壓力機壓成型后,具有密度高、強度大、干燥收縮和燒成收縮小、制品尺寸容易控制等優點。但是,當機壓成型工藝控制不當,坯體在加壓過程中會形成的垂直于加壓方向的層狀裂縫,因此,硅磚內部的層狀裂縫或者簡稱層裂,亦是縱向裂紋。
大的層裂在磚坯剛成型,或磚坯干燥后就可檢測出來。但磚坯中微小層裂,只有在硅磚燒成過程中隨熱應力的作用繼續擴展,才能在燒后明顯地被檢測出來。因此壓力機硅磚成型環節尤為重要,硅磚的層裂主要由于機壓成型工藝控制不當造成,所以有時也稱之為機壓裂紋。
硅磚的坯料和磚坯,都是由固體、水或其它結合劑和空氣三相物質共同組成的。在整個機壓成型或稱為模壓成型過程中,固相和液相量沒有改變,而坯料中空氣的數量則由于壓力的作用被壓縮和減少,被壓縮的坯料容積亦相應減少。
由于模壓成型時,壓力用于克服顆粒之間的內摩擦力,顆粒與模壁之間的外摩擦力以及被壓坯料的變形,隨著離開壓頭距離的增加,坯料內部壓力減少。依據壓制坯體均勻程度的表達式:

等式(1)中,β為坯體壓制均勻度,P為坯體表面壓力,Pn為坯體內部壓力,L為坯體長度,D為坯體承壓直徑,k為與坯體物性相關的系數。
因此,硅磚成型時宜用長徑比小的短模,不宜采用長徑比大的高模,來提高坯體內壓力分布的均勻性,參見圖3。同時,采取向坯料中引入某些塑化劑及表面活性劑,降低坯料內摩擦,減少壓力傳遞損失;提高模具的光潔度或對模子涂油,降低坯料外摩擦;采用雙面壓制,降低坯體L/D比值;采用多次加壓,先輕后重方式,避免磚坯內壓力不致積蓄過大及消除彈性后效等技術措施,提高磚坯內部壓力與密度的均勻性。從而,避免硅磚坯體中距受壓面近的地方密度大,距受壓面遠的地方密度小,以減少層密度形成導致裂紋缺陷的產生。
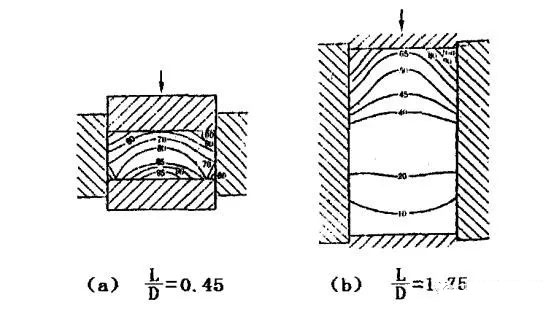
圖3 磚坯壓力分布(a)短模,(b)高模
此外,硅磚坯料是由骨料、熟料、球磨粉、礦化劑、亞硫酸紙漿廢液及增塑劑經混練制備而成,改善坯料的捏練工藝,也有助于提高磚坯的密度。通過合理捏練,可以完成細粉對大顆粒的包覆,有效排除氣體,提高坯料致密化程度,從而降低磚坯氣孔率,參見圖4。
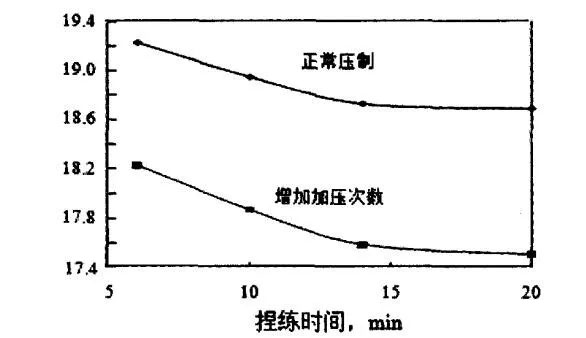
圖4 坯料捏煉時間及加壓次數與磚坯氣孔率關系
硅磚的燒結實際上是SiO2的同質多晶轉變過程,硅石原料在礦化劑作用下,經緩慢燒成,基本上轉化為鱗石英、方石英,僅有少量殘余石英。硅磚在使用中加熱到1450℃時有1.5%~2.2%的總體積膨脹,這種殘余膨脹會使砌縫密合,有利于保證硅磚砌筑體呈現良好的緊密性和結構強度。而且這種SiO2的同質多晶轉變,決定了烤窯前期階段耐火材料監控的重點是硅磚,升溫速率以慢速均勻為特征。
為防止硅磚在燒成過程中發生晶型變化,伴隨較大的體積變化導致裂紋的形成,必須采取以下工藝措施:
(1)要控制燒成不同溫度范圍的升溫速率。小于600℃升溫速率放慢,600~1000℃時升溫速率可加快,1100~1300℃時升溫速率應緩慢,1300℃~燒成溫度(1430℃至1450℃)時,升溫速率應是燒成過程中最慢的。燒成后的硅磚冷卻時在600℃以下,特別在300℃時應緩慢。這樣可以有效緩沖晶型轉變的體積變化,使其鱗石英及方石英含量較高,并避免裂紋的形成。
(2)應在高溫燒成階段采用還原氣氛,有利于低價氧化鐵的礦化作用和促進鱗石英大量生成。否則,在氧化氣氛下尤其礦化劑不足時,α-石英大多數轉化為α-方石英,這種轉變稱為“干轉化”。在干轉化時,由于磚體不均勻的體積膨脹很大,而又無液相緩沖應力,會導致制品結構松散和開裂。同時,應在硅磚燒成的不同溫度階段進行適當保溫,使硅磚具有合理相組成,滿足使用要求。
(3)改善半成品裝車制度,降低裂紋發生的概率。硅磚的橫向裂紋,即平行于制品的加壓方向裂紋,通常為制品燒成時各部分受熱不均所致,它們多出現在磚垛外側的受火面,特別是頂層的制品表面。而硅磚表面網狀裂紋,除了由于捏練不勻或原料變化,使得坯體本身微觀不均勻的起因外,通常是由于制品受熱溫度過高且起伏較大所致。在裝車時,需要將特異型硅磚放置于窯車的內部,標準普通型磚裝在窯車的外部;異型磚的凸出部位或易出現裂紋的部位向里;窯車頂部要覆蓋一些薄片磚,以避免火焰的直接沖擊等措施,否則將會導致裂紋增多。
裂紋是影響硅磚成品率及性能的主要因素之一,抓住機壓成型和燒成工藝是避免硅磚裂紋形成的關鍵。硅石原料的理論和實際轉化情況有所不同,需根據原料、磚型種類等變化實時地調整其燒成制度。硅磚坯料的制備和質量是重要的,甚至是關鍵的因素,只有嚴格控制好每一道工藝環節,方能高效低耗地產生性能良好的硅磚產品。
鄭州華隆機械制造有限公司,提供耐火磚全自動化生產線,包括:破碎系統、自動配料系統、自動混料系統、自動布料系統、自動成型系統、自動檢測、碼垛系統。可提供耐火磚新廠規劃和老廠改造方案,詳情咨詢電話:0371-60121717官方網址:http://www.velvaeresonen.com/

上一篇: 上一篇:硅磚的生產工藝流程以及生產注意事項 : 下一篇: 下一篇:耐火材料自動化在未來會變成什么樣子







 微信咨詢
微信咨詢 關注公眾號
關注公眾號